FMA – Toroidal
Aplicações
- Material ISO:
-

-
-
-




- Haste: Cilíndrica ou Weldon








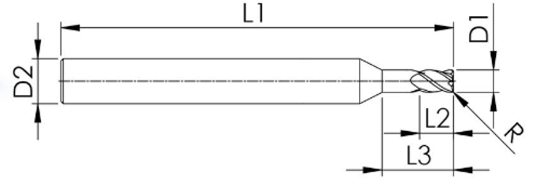
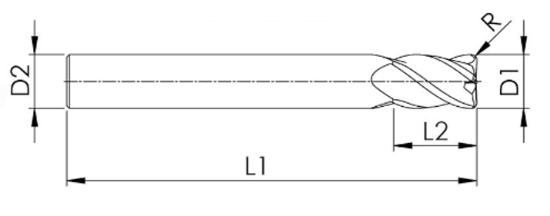
Dimensões
| FMA-LN | |||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| D1 | R | L2 | L3 | D2 | Z | L1 | |||||||||||||||||||
| 0,2 | 0,3 | 0,5 | 1 | 1,5XD | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 4 | 6 | 2 | 4 | 50 | 64 | 75 | 100 | |
| 1 | x | x | 1,5 | x | x | x | x | x | x | x | x | x | x* | x* | x* | x | x | x | x | x* | x* | x* | |||
| 1,5 | x | x | 2 | x | x | x | x | x | x | x | x | x* | x* | x* | x | x | x | x | x* | x* | x* | ||||
| 2 | x | x | 3 | x | x | x | x | x | x | x | x | x* | x* | x* | x | x | x | x | x* | x* | x* | ||||
| 3 | x | x | 4,5 | x | x | x | x | x | x | x | x* | x* | x* | x | x | x | x | x* | x* | x* | |||||
| 4 | x | x | 6 | x | x | x | x | x | x | x | x* | x* | x* | x | x | x | x* | x* | x* | ||||||
| 5 | x | x | 7,5 | x | x | x | x | x | x | x* | x* | x* | x | x | x | x* | x* | x* | |||||||
| FMA | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| D1 | R | L2 | Z | D2 | L1 | ||||||
| 0,5 | 1 | 1,5 | 2 | 1,5XD | 4 | 50 | 64 | 75 | 100 | ||
| 4 | x | x | x | x | 6 | x | 4 | x | x | x | x |
| 6 | x | x | x | x | 9 | x | 6 | x | x | x | x |
| 8 | x | x | x | x | 12 | x | 8 | x | x | x | |
| 10 | x | x | x | x | 15 | x | 10 | x | x | ||
| 12 | x | x | x | x | 18 | x | 12 | x | x | ||
CONDIÇÕES DE CORTE – Recomendadas
 | Material a ser usinado | Aços Pré-Endurecidos 40HRC à 50HRC | Aços Ferramenta Aços Endurecidos até 60HRC | Aços Endurecidos acima de 58 HRC | |
| Velocidade de Corte – m/min | 100 – 180 m/min | 70 – 160 m/min | 40 – 100 m/min | ||
| Diâmetro de corte (mm) | ap – mm (profundidade axial) | ae – mm (profundidade radial) | Avanço | Avanço | Avanço |
| fz (mm/z) | fz (mm/z) | fz (mm/z) | |||
| 1 | Até 20% do Raio | Até 50% do Diâmetro de corte | 0,005 – 0,03 | 0,005 – 0,02 | 0,004 – 0,01 |
| 1,5 | 0,005 – 0,03 | 0,005 – 0,02 | 0,004 – 0,02 | ||
| 2 | 0,005 – 0,03 | 0,005 – 0,04 | 0,005 – 0,02 | ||
| 3 | 0,02 – 0,05 | 0,01 – 0,05 | 0,01 – 0,03 | ||
| 4 | 0,02 – 0,08 | 0,02 – 0,06 | 0,01 – 0,04 | ||
| 5 | 0,04 – 0,10 | 0,03 – 0,08 | 0,01 – 0,04 | ||
| 6 | 0,04 – 0,14 | 0,03 – 0,08 | 0,02 – 0,06 | ||
| 8 | 0,04 – 0,14 | 0,03 – 0,10 | 0,02 – 0,08 | ||
| 10 | 0,06 – 0,16 | 0,04 – 0,12 | 0,03 – 0,10 | ||
| 12 | 0,06 – 0,16 | 0,04 – 0,12 | 0,04 – 0,10 | ||
| 14 | 0,10 – 0,18 | 0,06 – 0,14 | 0,06 – 0,12 | ||
| 16 | 0,10 – 0,20 | 0,06 – 0,16 | 0,06 – 0,14 | ||
| 20 | 0,10 – 0,20 | 0,06 – 0,16 | 0,06 – 0,14 | ||
*Os parâmetros são indicativos e dependem da rigidez e da precisão da máquina e do sistema de fixação utilizados.
*Devem ser ajustados de acordo com as condições da máquina e da peça usinada.
*Se a rotação disponível for menor do que o indicado é recomendado diminuir o avanço na mesma proporção.
Com opção de desenvolvimento de ferramentas especiais, conforme as necessidades específicas. Podemos adaptar as medidas, geometrias e revestimentos para garantir o desempenho ideal em sua aplicação.
Fale com nosso time comercial
Entre em contato com nossa equipe especializada para obter um orçamento personalizado
Sua empresa com mais inovação e tecnologia!
Entre em contato com nossa equipe.